カバーリングとは
ネット上でカバーリングとはと検索すると以下の事が書かれています。
一般的なカバーリングとは芯となる糸の周りにカバーしたい糸をコイル状に巻きつけることです。
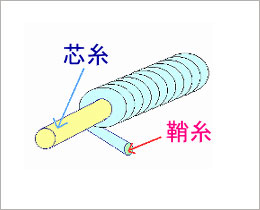
SCY(シングルカバーリング糸)
芯糸(ポリウレタン弾性糸など)を延伸したところに、鞘糸(ナイロン糸など)を、S方向またはZ方向に一重に巻きつけた糸です。
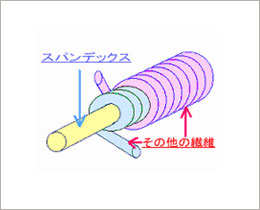
DCY(ダブルカバーリング糸)
芯糸(ポリウレタン弾性糸など)を延伸したところに、鞘糸(ナイロン糸等)をS方向とZ方向に二重に巻きつけた糸です
金糸業界のカバーリングとは
前回の記事で書いた平糸は金糸業界の製品の一つです。 この平糸からカバーリングによって様々な製品が開発されました。 刺繡糸、ニット製品、パンスト、スーツ、ドレス等に使われています。
これらの作り方には一般的なカバーリングとは違う技術が用いられています。 ネット上で探してもないので私が書きます。 スリッターの工程と同じくらいの職人技(ソフトウェア)が必要です。 機械(ハードウェア)があっても良い製品は出来ません。
以下はその商品名です。全てカバーリングの技術の応用で作られています。
丸撚り(まるより) 棒金(ぼうきん) 蛇腹 (じゃばら)
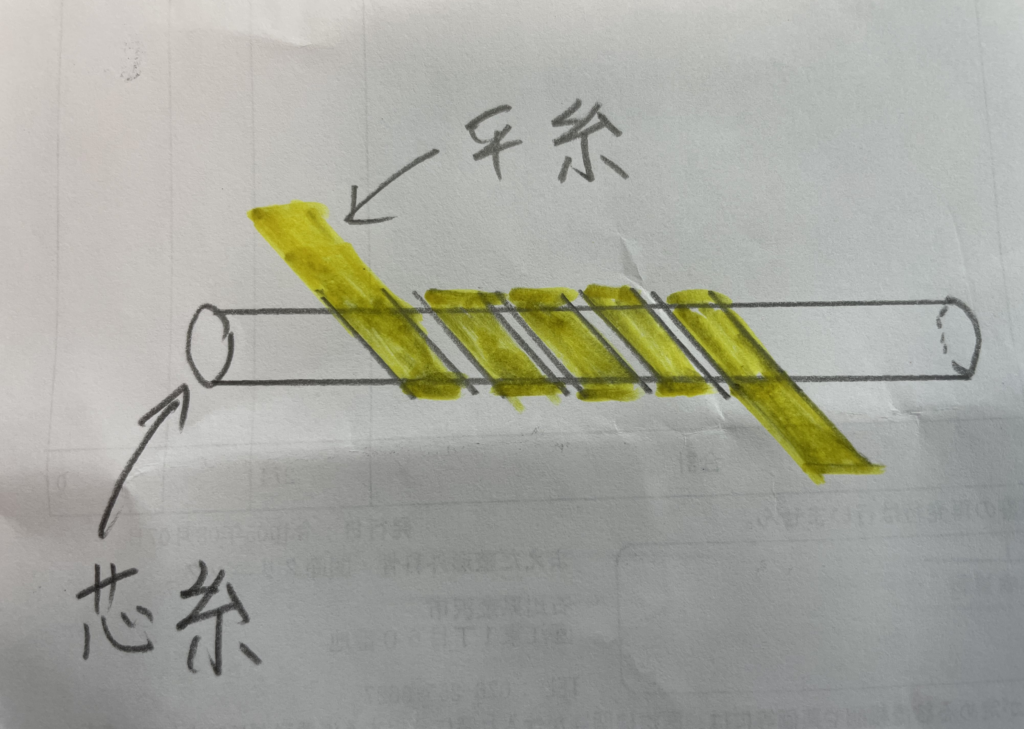
基本的な構造は本金糸と同じです。
芯糸に平糸を巻き付けて作ります。 芯糸にはレーヨン、ベンベルグ、ナイロン、ポリエステル、スフ糸(短繊維)等を使います。 平糸には銀蒸着、アルミ蒸着等があります。
丸撚り :芯糸が円柱状であり出来上がった製品も円柱状、(切った断面が円)である為、他の製品(はごろも、たすき)と区別する為、この呼び名がついたと考えられます。
丸撚りで出来上がった製品は見た目は本金糸に似ています。金糸業界では本金糸と区別するために銀蒸着した平糸を使用したものをソフトまがい、と言ったりします。価格は本金糸に比べて格段に安いです。 繊度100~500デニ-ル

棒金 :構造は丸撚りと同じです。芯糸にはスフ糸(短繊維)が使われる事が多いです。サポ-ト糸になる平糸はアルミ蒸着による物を使います。出来上がった製品は丸撚りに比べて非常に太くなります。
繊度 1000~8000デニ-ル
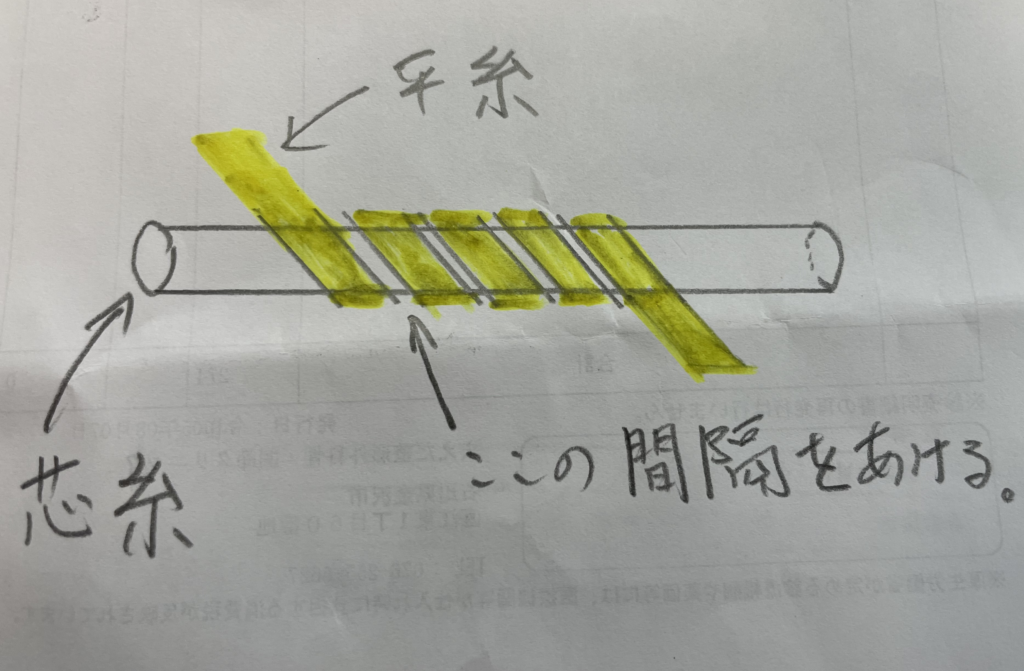
蛇腹 :構造は丸撚りと同じです。芯糸にはレーヨン、スフ糸が使われる事が多いです。サポ-ト糸になる平糸はアルミ蒸着による物を使います。丸撚りと違う点はサポ-ト糸として巻く平糸の間隔を隙間を付けてあける事です。このやり方は2つあって、一つはより回数を減らすこと。もう一つは平糸の切り幅を小さくする方法です。繊度100~400デニ-ル

芯糸の太さ、平糸の種類と切り幅の組み合わせで無数の製品が出来ます。
最も一般的な丸撚りの作り方
シングルカバーリングが基本的な作り方です。 シングルカバーリングで作った製品は必ずスナールという現象が発生します。
スナールとは片方へのトルクが強い為に発生する現象です。 1メートルくらいの糸を両手で持って、中心を50センチくらいたるませた時、糸が自身のトルクでクルクル回転してよじれてしまいます。
これを軽減する為に真空セット機に入れて蒸気で蒸します。
欠点:蒸気で蒸す為、ラメ糸の光沢が落ちます。
当社ではダブルカバーリングで作った物も開発しましたが、市場には投入されませんでした。
ダブルカバーリングで作った丸撚りはスナールが発生しません。しかも、ラメ糸の光沢も落ちませんでした。
1990年頃に丸撚り専用機が2タイプ、発売されました。しかし、丸撚りの販売価格が暴落し、加工賃も暴落したため機械のメーカーはもう日本にはありません。
芯糸 : 150デニ-ル レーヨン
カバ-糸 : 75切 片面銀蒸着 平糸
張力 : 100%
巻き上げ張力 : 101%
撚回数 : 1200T/M
撚り方向 : Z
モータ-回転数: 13500RPM
片道ワインド数: 15
フライヤー : #12
これらをカバーリングマシンにセットする。巻き取りはアルミシリンダー120サイズ。
シリンダーに巻き取った物を真空セット機に入れて85℃、60分蒸気で蒸す。
この後、5000mや125gなどコーンに分けて、再度、真空セット機に入れて85℃、60分蒸気で蒸す。
平糸をサポ-ト糸に使う場合はスリッター時のボビンに注意が必要です。特にテーパー型のボビンに箔を巻く場合はその解除方向を指定する事が重要な点です。
ジャバラの場合は平糸の切幅が120~130切である事が多い為、モータ-の回転数を8000RPMに落とし平糸の張力を調整します。
はごろも 羽衣
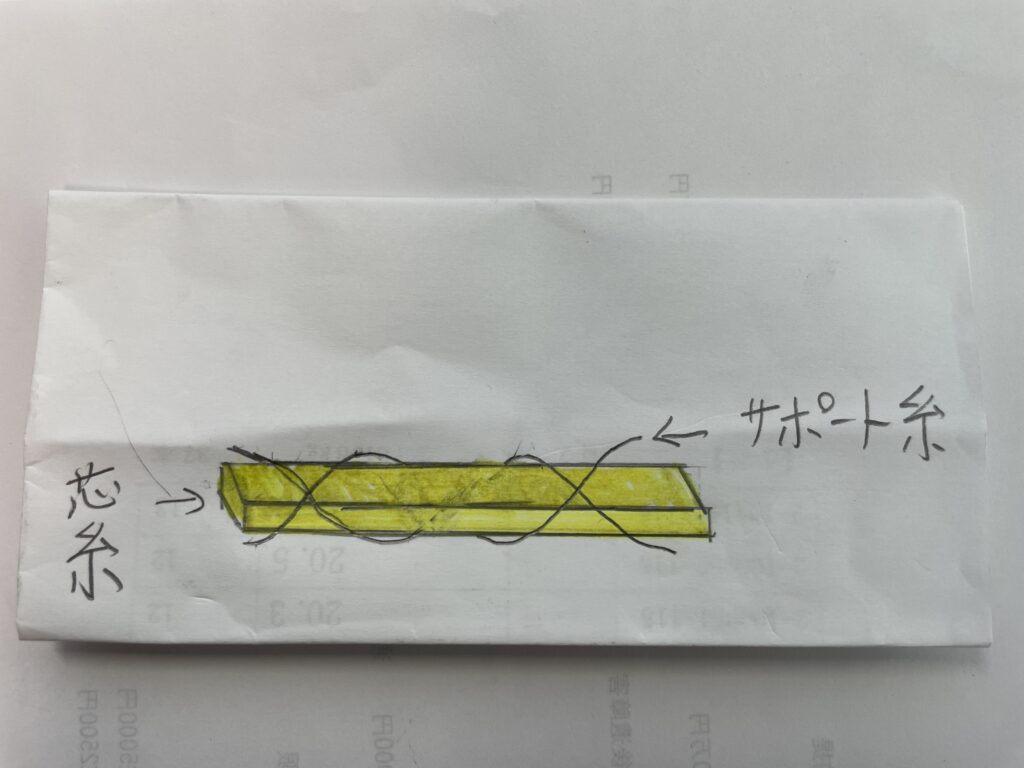
金糸業界でのはごろも (羽衣)とは平糸にサポート糸を巻き付けた物です。他のサイトでは芯糸に平糸を巻き付けた物となっていますが、これは見た目からの判断で間違いです。
シングルカバーリングによる製品の一つです。中国などで作っている羽衣とは本当はちょっと違います。 ただのシングルカバーリングとは違います。
本来の羽衣は芯糸に12ミクロン/130切り幅の平糸を使います。サポ-ト糸には70~75デニールのナイロンやレーヨンを使います。 その芯糸を105%送り出してサポ-ト糸を巻き付けていきます。この送り出す装置と巻き取りのワインド数、モータ-の回転数によって出来上がった製品の風合い(ふうあい)が変わってきます。 中国などで作っている羽衣はこの風合いが全くありません。
芯糸 : 12μ/130切 片面アルミ蒸着 平糸
カバ-糸 : 70~75d ナイロン糸、レーヨン糸
送り : 105%
巻き上げ張力 : 100%
撚回数 : 400T/M
撚り方向 : Z
モータ-回転数: 9000~12000RPM
片道ワインド数: 3.5
フライヤー : #15
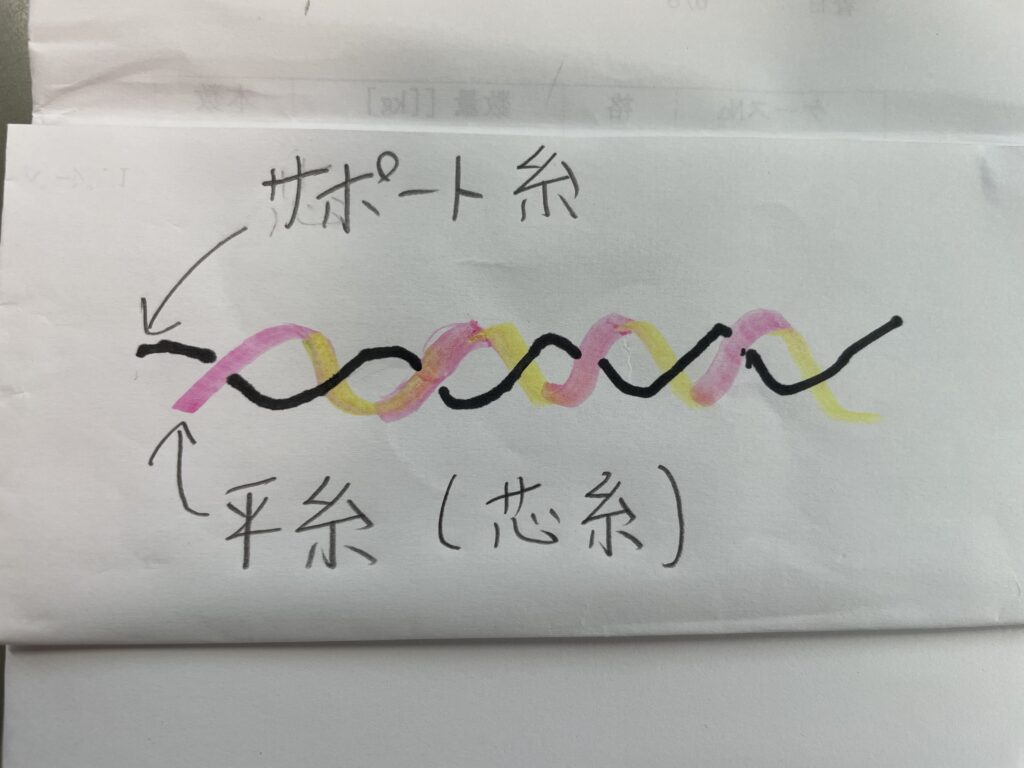
↑のように本来の羽衣は芯糸であるラメ糸をたるませて作ります。ラメ糸の表面(ピンク色)と裏面(黄色)が交互になります。 これでラメ糸のキラキラ感✨を表現します。
欠点:12ミクロン/130切り幅の羽衣は肌ざわりがチクチクします。この為、主にアウターの生地に使われました。
ブリヤン
羽衣を作る時に同時にサポート糸を反対の方向でカバーリングしたものです。ダブルカバーリングです。 スナールを無くす為に考えられました。
羽衣のサポ-ト糸が75デニールの場合、反対方向のサポ-ト糸にはナイロン糸15デニ-ルを使う事が多いです。
羽衣のサポ-ト糸をダブルカバーリングする場合もあります。この時は上と下の撚り回数を変えます。
芯糸 : 12μ/130切 片面アルミ蒸着 平糸
カバ-糸 S : 40~75d ナイロン糸、レーヨン糸
カバ-糸 Z : 15dナイロン糸 又は70~75d ナイロン糸、レーヨン糸
送り : 105%
巻き上げ張力 : 100%
撚回数 : 400~800T/M
撚り方向 : Z,S
モータ-回転数: 9000~15000RPM
片道ワインド数: 3.5
たすき タスキ TASUKI
タスキは芯糸に平糸を使います。 サポ-ト糸には主にナイロン糸を使い、ダブルカバーリングします。 ダブルカバーリングのためスナールは無いです。
平糸であるラメ糸の特性である光沢感を極力残した商品です。
1970~1980年代の発売当初は12ミクロン/80切、12ミクロン/120切のラメ糸に15~30デニ-ルのナイロン糸をサポ-ト糸に使いダブルカバーリングするものが一般的でした。
サポ-ト糸のナイロン糸は白がほとんどです。その為、ラメ糸の光沢感を残して強度を上げています。サポート糸を黒にした商品も開発されました。
しかし、中国やアジアの諸国に生産を奪われることになりました。
日本に残る道は高級品思考となり、蒸着、スリッター、カバーリングの技術を発達させて平糸を細く、薄くする方向しかなかったのです。
2000年代に入る頃には6~12ミクロン/150~200切のラメ糸が日本では主流になっていきました。サポ-ト糸も一般のナイロン糸を使うことはほとんど無くなりウーリ-ナイロンという伸び縮みするナイロンを使用するようになりました。
2010年代に入り、この技術もアジア諸国に流出して2020年代では日本で6ミクロン/200切を出来るスリッター工場は2件(2人)、カバーリング出来る工場は1件(2人)となってしまいました。
芯糸 : 6μ/150~200切 片面アルミ蒸着 平糸
カバ-糸 S,Z : 7~40d ウーリ-ナイロン糸 フィラメント5~20F
送り : 101.5%
巻き上げ張力 : 100%
撚回数 : 250~800T/M
撚り方向 : Z,S
モータ-回転数: 9000~15000RPM






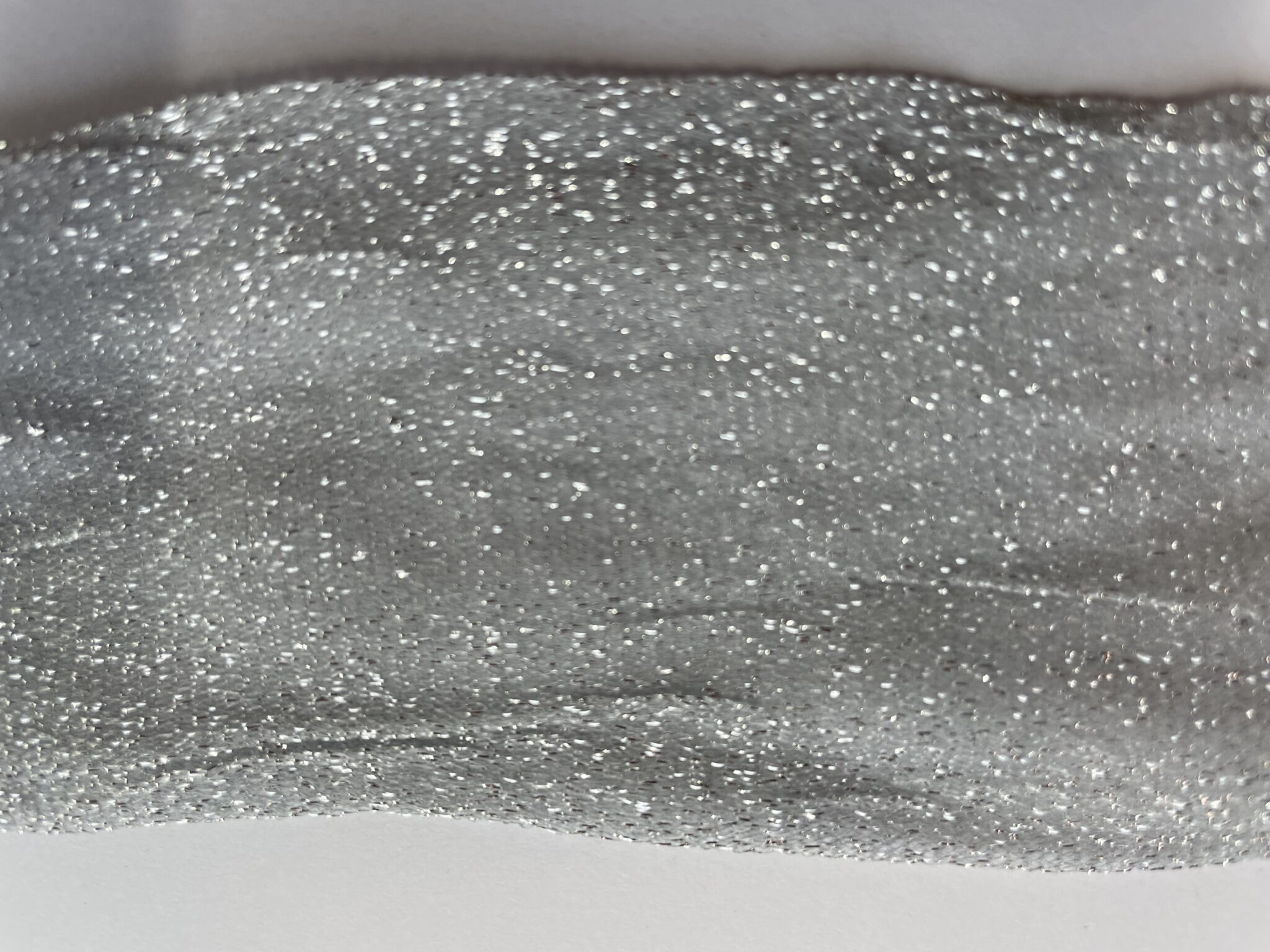
上↑は ラメ糸6ミクロン/切り幅0.151mm サポ-ト糸12デニ-ル、ウーリ-ナイロン糸のタスキを100%使って作った編み生地です。しなやかさと光沢感が写真では伝わらないのが残念です。
他のサイトも始めました。良かったら見て下さい。



コメント